
Doug Hooton, PhD is an internationally recognized expert on cementitious materials and concrete durability, and his research has informed the development of ASTM, CSA and ACI standards. In a recent webinar, Doug shared how concrete producers can adopt innovations to improve durability and sustainability while also adhering to concrete codes and standards.

Watch the On-Demand Webinar
Concrete as a Sustainable Building Material
“Concrete gets a bad rap in a number of newspapers. But of all the building materials in the world, concrete has the lowest embodied carbon and energy footprint of any construction material, at least on a mass basis,” said Doug, citing research from the University of Bath. Concrete also uses local materials and, if probably designed and executed, has a long service life and is recyclable.
The problem with concrete, said Doug, is the scale at which it is produced: 20 billion tons of concrete is used each year, making up 7% of global CO₂ emissions and 3.8% of global energy emissions.
Most of these emissions — 96% of embodied CO₂ and 85% of energy — originate from the cement used in Portland-cement concrete.
The global cement and concrete industry is focused on reducing these emissions. “The proportion of CO₂ reduction is directly proportional to cement replacement,” said Doug. The CEB in Europe, the PCA in North America, and the global cement and concrete association GCCA have recently developed roadmaps to reduce CO₂ emissions by 40-50% by 2030 and to reach carbon neutrality by 2050.
While reaching carbon neutrality will likely require “more onerous things” like carbon capture and non-CO₂ emitting fuels, Doug said that cutting CO₂ emissions by 40-50% in this decade can be achieved using existing options. “This target could be met by adopting some of the easy levers we have now,” he said.
The key is adopting materials, mixtures and methods which meet current standards and codes while not compromising performance or durability.

Existing Levers for Reducing CO₂ Emissions from Concrete Today
1. Optimize Aggregate Gradations
Concrete producers can save 5-15% cement by optimizing total aggregate gradations in concrete. Using a single aggregate typically results in a gap-graded mix, requiring more cement paste to fill the gaps between particles than a well-graded, optimized mix. An optimized mix can also improve the properties of the concrete, including lower permeability and less shrinkage.
2. Use Portland-Limestone Cement
ASTM and CSA standards allow the replacement of up to 15% of cement clinker by ground limestone. The resulting Portland-limestone cement (PLC) (ASTM Type IL) performs as well as Type I/II Portland cement (PC) but produces less greenhouse gas emissions.
3. Increase Levels of SCMs
Using supplementary cementitious materials (SCMs) to replace a percentage of cement in a mixture is another way to improve the durability and sustainability of concrete.
“We already use supplementary cementitious materials but we can increase the levels of these. Some specifiers place restrictive limits on these materials and that’s not always needed,“ said Doug. Using SCMs with PLC results in better durability in resisting chloride ingress, sulfate attack, alkali-silica reaction, and thermal cracking. High levels of SCMs can negatively impact early strengths, but the mixture can be designed to compensate for this.
4. Use CO₂ Mineralization
Adopting CO₂ mineralization technology like CarbonCure, which injects post-industrial CO₂ into the concrete like an admixture, can reduce CO₂ by 4-6% on average.
Once introduced into the concrete, the CO₂ reacts with the portion of the lime formed in the first few minutes of mixing and chemically mineralizes, resulting in a compressive strength benefit that enables mix optimization. The process does not impact structural performance or durability.

Assessing the Durability of Sustainable Levers
Here are some highlights from the durability test results that Doug shared with us:
- Drying shrinkage is not noticeably impacted with PLC (Type 1L) but is reduced when 30% slag is added to the mix.

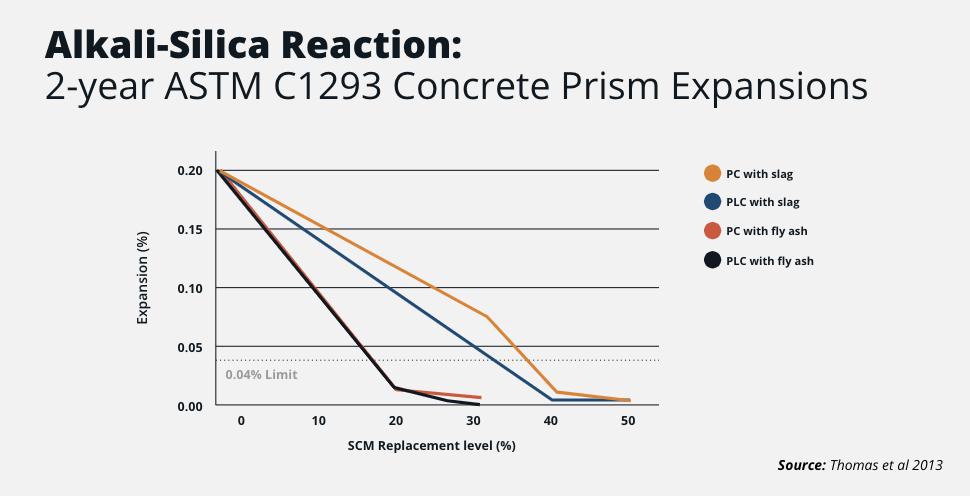
- SCMs mitigate the alkali-silica reaction (ASR). PC or PLC require the same amount of fly ash to get the same reduction in expansion, as does PC or PLC with slag.
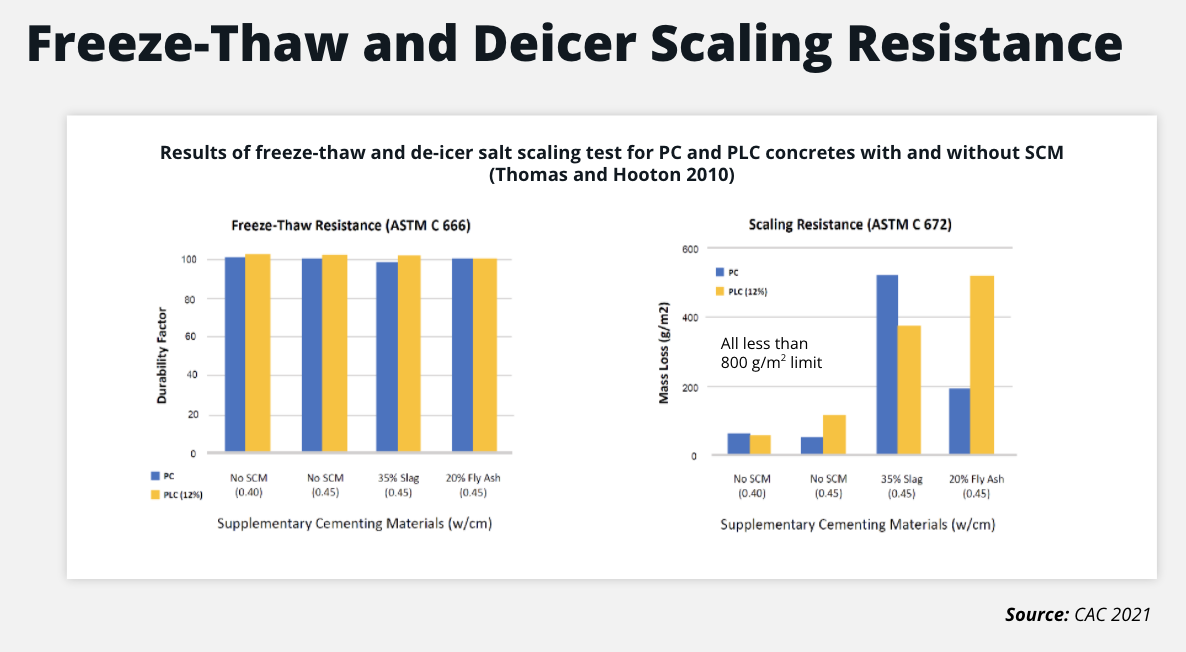
- When testing PC and PLC concrete with and without SCMs, no noticeable difference was seen in freeze-thaw resistance. In de-icer salt scaling tests, mass loss increases but stays under acceptable limits.
- In two studies, Doug measured the carbonation depths on industrial mixes over a 7-year period and found no difference in the rate of carbonation between PC and PLC (i.e. ASTM Type I and IL; CSA Types GU and GUL) and only a slight difference when 25% slag was added.


Assessing Codes, Standards and Specifications
ASTM, AASHTO, ACI, and CSA specifications allow Type 1L in all sulfate exposures. As of October 2021, Portland-limestone cements are accepted by 38 American state departments of transports and 8 Canadian provincial departments of transports.
What does ASTM C94, the specification for ready mix concrete, say about the use of these sustainable levers?
It allows for:
- optimizing total aggregate gradations
- Portland-limestone cements in all applications
- the use of SCMs without restrictions
- CO₂ mineralization as a solid chemical admixture
In the ACI 318-19 Building Code, Type 1L and other ASTM C595 blended cements are allowed. SCMs are allowed and the only limits on replacement are for F3 exposures such as exterior flatwork. ASTM C1866 Ground Glass pozzolans have been accepted for the next edition of 318. CarbonCure's admixture is allowed under ACI 318-19 and only requires a licensed design professional to review it, as does any Type S admixture.

Barriers to Sustainable Levers
Performance specifications
Most standards and codes have been updated to allow these levers to be used, except for performance specifications for concrete. The CSA adopted performance standards in 2004, but these haven’t been adopted by ASTM or ACI yet. ACI 318-19 doesn't address performance other than strength and while ACI 329 does cover concrete performance, it’s only as a guide and not part of the building code.
Why are performance specifications necessary for adopting these sustainable levers?
“Without it, it ties the hands of the concrete producer in terms of being able to produce low CO₂ concrete. The specifier should specify the performance they want. If it's more than strength, then specify what that is. Is it shrinkage? Is it permeability? But don't tell the producers how to make it,” said Doug.

Outdated Codes and Standards
Some specifiers use outdated codes and standards. For example, in some cases Doug sees architectural, engineering design, and consulting companies specifying ASTM or CSA standards decades out of date. Some municipal authorities reference outdated specifications and codes, while many state agencies have their own specifications that may differ from current ASTM or CSA specifications.
Education and Training
Specifiers and design professionals who graduated 20-30 years ago may not be as focused on sustainability as younger graduates. “They may not have the knowledge to feel like they're not increasing risk by adopting some of these things,” said Doug. This reluctance to use new technology and products is also seen in contractors and their construction laborers. There is a need for more outreach to provide the required knowledge and training, especially for early adopters.
Supply Chain Restraints
Because many concrete plants don't have extra silos for adding new cements, they need to either switch over completely to Type IL or secure capital investment to add silos. As well, most concrete plants don’t have the extra bins needed for using additional aggregate sizes for optimizing total gradations.
Despite these barriers, there is still immediate action that concrete producers can take to improve durability and sustainability in their mixtures.
To learn more, watch the full webinar presentation by Dr. Doug Hooton.

Our Ongoing Commitment to CarbonCure's Carbon Neutrality

Why Specs Matter: Breaking Down Barriers to Sustainable Concrete Construction